Stay ahead of the curve with ML development services from Intelliarts — transform trends into actionable insights.
Discover how to get started with a smart factory and unlock the potential of Industry 4.0. Learn about the key technologies, benefits, and implementation steps involved in creating an intelligent and connected manufacturing environment.
We are living through major historical events. The breakthrough we are currently witnessing is the Industrial Revolution 4.0 (4IR). Unlike the First Industrial Revolution, which was focused on the transition from hand production to manufacture, the task of 4IR is the optimization of automated processes and a holistic approach to business.
Therefore, industry leaders strive to empower the physical processes with digital technologies such as IoT, IIoT, AI, machine learning, AR/VR, digital twins, etc. The goal is to build a streamlined process on a global map. Bosch, Hitachi, Hugo Boss, and other manufacturers focus far beyond the factory floor and transform their companies into agile enterprises to succeed in a data and resource-driven environment. This approach is called a smart factory. In this article, we will talk about how to build a smart factory and turn your production into intelligent and efficient work.
What is a smart factory?
Smart factory is a type of organization that presumes flexibility in combination with self-optimization and constant monitoring. In particular, the smart factory is tasked to monitor different metrics and detect bottlenecks so that business problems are solved in real-time and the processes are optimized to avoid recurrence.
At first glance, it may seem hard to switch the workflow of your enterprise to a smart factory. It is because you do not have to do it at once, and all the changes have to be made gradually. A smart manufactory is not a final goal, but a constant adaptation and movement toward improvement. Hence, it should be convenient for your company to get on this path, and all the changes have to be reasonable and well-thought.
There are four levels of transitioning to a smart factory technology, and they should be implemented step by step since skipping some may result in losses of time and money. Here they are:
Level 1: Connected Data
First of all, an organization should try to collect all the necessary data and integrate it into a single source. This will allow all the decision makers to monitor the real-time data collected with IoT and IIoT sensors as well as access the historical data stored in the cloud.
Real-time information access as well as remote monitoring capabilities will allow your employees to shift the focus to more important tasks, such as optimization of manufacturing processes, waste reduction, and other types of organizational improvements.
Level 2: Predictive Analytics
At this level, the focus of a smart factory changes from reactive to proactive. Predictive analytics allows your company to conduct better quality assurance processes as well as other preventive procedures, such as predictive maintenance.
Having a single source of all the data of the enterprise, your organization can now use it to the fullest by adding AI and machine learning for manufacturing, both of which could help with predicting and preventing different situations on the factory floor.
Level 3: Prescriptive Analytics
The next level of a smart factory uses machine learning technologies to further optimize production. For this purpose, it creates recommendations considering the best and the worst examples from historical data. Besides, this technology makes it easy to pass the practices, which are used by experienced employees, onto the newcomers.
Level 4: AI-Driven Automation
At level four, all the previous steps are connected and logically perfected with an AI. ML model analyzes continuously growing amounts of data, which are gathered by IoT and IIoT, and whenever it comes up with an insight, it can reconfigure the factory floor processes at once.
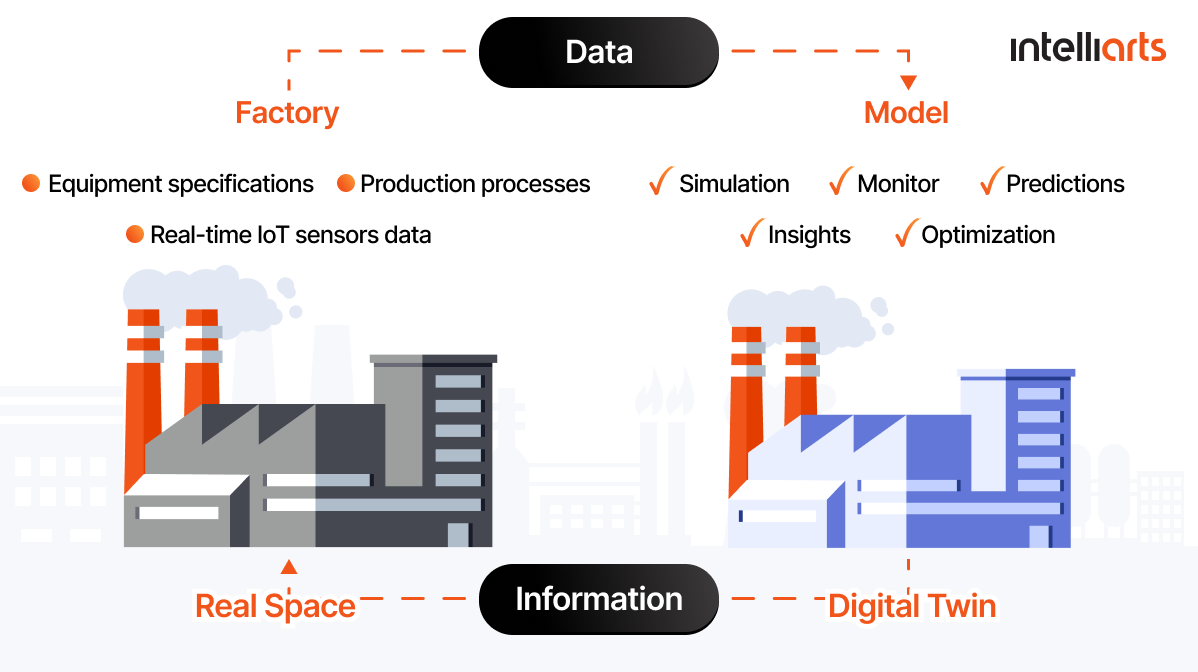
In order to achieve such automation, your smart factory has to have a large amount of data with validated cases that will be your guarantee of success. An advanced smart factory may also operate with the help of a digital twin – a simulation of an enterprise with real data. A digital twin can enrich your dataset and may become your platform for experiments.
Other recommendations
All in all, transforming your enterprise into a smart factory does not mean replacing your workers with AI and robotics. In fact, it would be much more beneficial to empower your employees with technology. For instance, connecting a digital twin to AR/VR technology would make a perfect use case for data visualization, which is one of the ways to improve convenience for your employees.
However, a greater extent of automation would be a perfect solution for enterprises with hazardous working conditions. The only right way to implement a smart factory is the one that is convenient and rewarding for your company.


White paper
Predictive Maintenance in Manufacturing: Benefits, Use Cases, and Implementation
Get our PdM white paper
Benefits of the smart factory
Now let’s consider what you’ll get as a manufacturer by implementing a smart factory:
- Cost saving: This is probably the main reason why manufacturers choose Industry 4.0 and smart manufacturing. Production plants save costs in the most different ways, from reducing downtime to saving energy, improving productivity, cutting maintenance costs, and optimizing space. Companies can also advance their supply chain, for example, by applying smart logistics, optimizing inventory levels, and reducing scrap. Besides, smart manufacturing usually reduces the number of accidents on the factory floor and improves decision-making, which means fewer expenses as well.
- Quality improvement: In the long run, smart manufacturing means better quality of your products since you reduce human intervention to a minimum. Besides, deep learning algorithms can be useful in developing new complex products of better quality.
Time saving: With a smart factory in place, you’ll be able to develop new products faster and reduce your time-to-market. Extra benefits include an opportunity to optimize changeovers and avoid fault diagnoses of equipment and its parts. - Flexibility: A manufacturer would also likely get better flexibility, especially if it comes to new product development.
How to switch to smart manufacturing?
Firstly, there is no strict guide for you to turn your business into a smart factory. Each company has to find its own approach to a gradual transition. However, there are certain areas that will require your attention in order to make the process more smooth and increase the chances of success.
These areas are strategy, equipment reuse, people, data, cybersecurity, IT/OT convergence, and adaptability. Think of the goals and needs of your company and add up these components however, you feel convenient. Now let us look at building a smart factory in detail:

Strategy
Before you make any changes in the working process of your enterprise, you need to have a plan. Without a strategy, the efforts or finances that you invest into changes may be meaningless. However, a thorough analysis of your business may allow you to see the possibilities of improving your strengths or reducing the impact of your weaknesses.
In case you lack the capacity to make a strategy of transition to smarter manufacturing on your own, you might use the help of a technology consulting partner like Intelliarts to develop a strategy, which will suit your exact situation, and then implement desired changes. Incorporating a data science strategy can significantly refine this planning phase, ensuring that data-driven insights guide the optimization process.
If you still decide to do it on your own, one of the possible ways to start is a choice of a specific asset to improve. Work with one end-to-end process for its optimization and digitalization as if it was an MVP (Minimum Viable Product): make only those changes that are necessary and likely to create new value. Once you gain new experience, scale to more assets or make improvements based on the lessons learned.
Our manufacturing software developers are here to help you find the right tech solution for your production challenges
Equipment and IT reuse
When transforming your company into a smart factory, consider making the most out of what you have. A smart factory solution is tasked to empower your enterprise rather than completely change it. Instead of recklessly buying new equipment and technologies, take a good look at what you use and try to come up with an idea of how to improve what is already yours.
For instance, if you have a mobile app for corporate use, improve it so that your employees could gather and share data with it. In this case, it would be important to make the whole process convenient for the workers. A familiar technology with new capabilities and a better user experience is a sure way to bring more value.
People
Do not forget that the core of your smart factory, no matter how automated, is people. Help them accept the changes and adapt. The new processes of your smart factory may change the way employees do their work. Demand for new specialists will emerge. As for the existing roles, such innovations as data visualization and AR/VR will require them to change their approach.
To solve this business challenge, offer your team advanced training courses. Professional development as well as reskilling is what improves employee satisfaction. A study has shown that 70% of workers who left their jobs were dissatisfied with their career opportunities. 95% of them would have stayed if there were possibilities for career growth.
In any case, to become a smart factory you will need new specialists. However, instead of hiring them, you can retrain those who already work for you. This approach will result in a highly motivated and loyal team. In order to maximize the support of the transition to smarter manufacturing, we would also recommend you to:
-
Create value for employees
-
Make only reasonable changes in their working approach
-
Encourage them to interact with each other
-
Make their working tools practical
-
Empower them rather than replace
Data
Data is what drives the constant changes in your smart factory. It makes an impact on all the processes, contains information about mistakes, serves as a source for insights, and makes it possible to build ML-based predictive models that can power up decision-making and predict unwanted equipment failures in the future.
The need for this is due to the fact that unstructured and unprocessed data is less useful. Data is one of your most powerful resources, and it would be more beneficial to use it to the fullest. Therefore, a smart factory has to have the means to collect, structure, store, and analyze data.
In the case of a smart factory, you can configure the processes in such a way that you always have real-time information about your enterprise, which will allow you to eradicate downtime or bottlenecks right when they occur. You may even opt for a digital twin, a model that fully represents the current processes of your smart factory, contains data about past experience, and may predict future behavior.
Cybersecurity
Smart factories presume the collection of data in bigger amounts than usual, and what is more, this data impacts the work of an enterprise. In such a situation, data breaches and data leakages become more dangerous than ever. It is hard to imagine what a hacker can do in a fully connected IoT technology environment of your smart factory.
Therefore, cybersecurity will be in high priority from the moment when you decide to switch to smart manufacturing. In fact, it has to become a constituent of your smart factory architecture. Make sure that while you scale, the cybersecurity system is developed in a proactive way to be able to cover the assets or technologies you are planning to add.
IT/OT Convergence
Blend the digital and physical constituents of your work by connecting information technologies with operational technologies. Factory floor processes may be empowered by IoT and IIoT remote supervision and management, automated and optimized by AI and ML, predictively maintained, and much more.
For instance, some automotive enterprises employ AR technology to train newcomers and even conduct maintenance services without needing to travel to remote locations. However, these smart factory examples are still far from the limits of smarter manufacturing.
The concept of a smart factory presumes connectivity to the extent that all the factors that influence the work are streamlined. Think beyond your office. Establish communication with your suppliers, customers, and managers so that the latter could receive real-time information for better decision-making.
Adaptability
The reason for the flexibility of smart factory technology is its ability to reconfigure itself based on previous experience and current data. The more a smart factory advances, the more autonomous it becomes. The number of decision-makers decreases to the extent when minimum human interference is required. Another possibility is the implementation of decision-support systems that can facilitate the work.
In order to support this method of working, a smart factory has to remain agile so that the new solutions could be implemented effortlessly. It is always advisable to leave some space for creativity and be open to change instead of standardizing the processes when building your smart factory since it leads to routine work for human employees. Learn from your employees’ experiments to avoid similar mistakes in the future or to make use of the breakthroughs.
How much does it cost to become a smart factory?
Be prepared that upgrading to a smart factory is a costly project, regardless of whether you’re starting from scratch or planning to renew legacy equipment. The good news is that a smart factory usually has a great return on investment, so a manufacturer can expect the long-term advantages to outweigh the costs in the future.
If to be more precise, the costs differ extremely depending on the quality and scale of a smart factory. And the average cost for new equipment ranges from $28,000 per piece to hundreds of thousands of dollars for a complete industrial automation system. Here are some items of expenditure for a manufacturer to consider:
- Interconnected and wireless network of machines
- Computing power
- Security investments
- Communication mechanisms
- Data management and infrastructure, etc.
Conclusions
As the world changes, so do enterprises. A smart factory is a model that allows a company to get the most out of digitalization by connecting IT to OT. Those manufacturers that switch to this format have better chances of growth and survival in the ever-shifting market.
Nowadays, there is a tendency to transform traditional enterprises into smart factories in order to empower human professionals to perform their tasks in a more effective and innovative way rather than complete workforce replacement through automation. The combination of human efforts and AI is called hybrid intelligence, and the cases of Bosch, Hitachi, and Hugo Boss prove the effectiveness of this approach.
Here at Intelliarts, we specialize in Data Science, ML/ AI and business technology consulting. If you wonder how this can help your business, here is our white paper on the benefits and ways to implement predictive maintenance in manufacturing, where we show how results like 50% downtime reduction and cutting down 30% on maintenance costs can be achieved.

FAQ
1. What are some successful examples of smart factories?
Lots of modern-day big manufacturers operate as smart factories. Most successful examples include Tesla Gigafactory in Berlin, Germany; Adidas Speed Factory in Ansbach, Germany; Johnson & Johnson DePuy Synthes in Cork, Ireland; Schneider Electric in Rueil-Malmaison, France; and others.
2. What are the key technologies involved in building a smart factory?
The key technologies include but are not limited to IoT/IIoT, AI, ML, AR/VR, digital twins, robotics, and more.
3. How does a smart factory contribute to sustainable manufacturing?
Smart manufacturing goes side by side with sustainability since it reduces waste. For example, predictive maintenance helps to extend the lifespan of equipment, so companies don’t have to replace equipment or its parts too frequently. Digital twins go further and allow to decrease or even eliminate physical testing.

AI Solution Architect
Structure







